Alternativa de anodización en acero: soluciones de acabado superficial de mecanizado CNC de precisión para recubrimiento de óxido negro
En la industria del prototipado rápido y el mecanizado CNC de precisión, recibimos todas las demandas de preguntas de ingeniería de todo el mundo cada día. La mayoría de las veces, los dibujos son claros y sin ambigüedades. Pero ocasionalmente, hay situaciones que pueden convertir piezas en chatarra — como el ejemplo actual: un requisito de tratamiento superficial físicamente imposible de alcanzar, la anodización en piezas de acero.
Este proyecto procedía del campo europeo del montaje mecánico industrial, que consistía en dos partes que requerían carburización y temple: dureza Rockwell HRC 56±2, profundidad efectiva de capa endurecida 0,3+0,1 mm, tolerancia general según ISO 2768-f, y el dibujo requería explícitamente: "Acabado superficial: anodización negra."
En muchos talleres mecánicos sin amplia experiencia en ingeniería, pueden simplemente ofrecer un presupuesto y acabar produciendo chatarra. Porque el acero no puede usar el proceso estándar de anodización de aluminio. La anodización directa conduciría al rechazo del producto y a fallos de rendimiento.
En este artículo, compartiremos cómo Brightstar Prototype CNC Co., Ltd utiliza tecnología profesional de acabado superficial para corregir malentendidos en el diseño del cliente y ofrecer alternativas viables.


Cuando aparece la "anodización" en los dibujos de acero
Algunos diseñadores e ingenieros de producto trabajan extensamente con aluminio durante largos periodos. La anodización le da al aluminio un hermoso color negro, excelente resistencia al desgaste y resistencia a la corrosión. Como resultado, cuando más adelante cambien a diseñar componentes de acero de alta resistencia, el pensamiento inercial puede llevarles a especificar "Acabado superficial: Anodización."
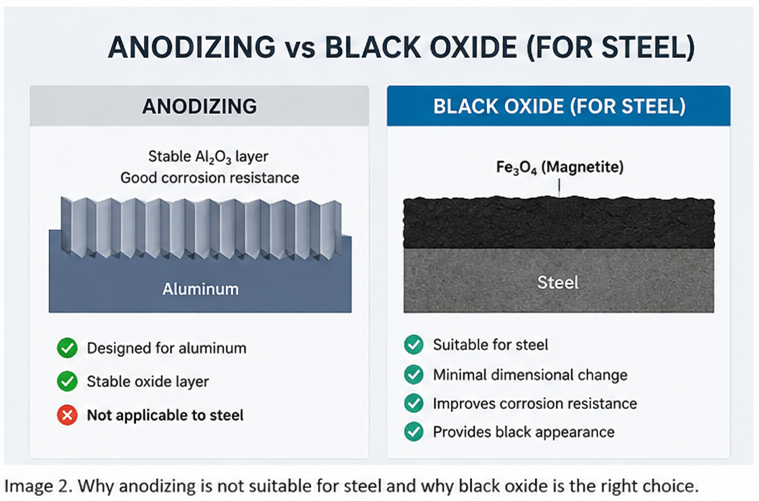
El principio central de la anodización consiste en colocar el metal como ánodo en una solución electrolítica y aplicar corriente para provocar una reacción de oxidación en su superficie, generando una película de óxido metálico. El electrolito anodizante y los parámetros están diseñados para la película de óxido de aluminio (Al₂O₃). Durante la anodización, el aluminio genera Al₂O₃ (óxido de aluminio), que tiene una estructura densa y estable y una fuerte adhesión al sustrato subyacente de aluminio. Sin embargo, cuando el acero se coloca en el mismo baño, el elemento de hierro en el acero genera una mezcla de FeO, Fe₂O₃ y Fe₃O₄ bajo condiciones de anodización. La capa de óxido es suelta, agrietada y no puede formar una película protectora densa; en su lugar, forma productos sueltos y fácilmente pelables de corrosión. Por eso el acero no puede ser anodizado. Si uno intenta a la fuerza la "anodización", la superficie de acero no logrará la apariencia y el rendimiento deseados, y se convertirá en chatarra.
El verdadero coste de los errores en el tratamiento superficial
Según una encuesta de la Society of Manufacturing Engineers (SME), aproximadamente el 23% de todas las causas de chatarra de mecanizado están relacionadas con especificaciones incorrectas de tratamiento superficial. En la fase de prototipado rápido, la reestructuración del diseño causada por desajustes material-proceso extiende los tiempos de entrega del proyecto en una media de 5-8 días laborables.
Camino de decisión correcto de tratamiento superficial Brightstar
El siguiente diagrama muestra la lógica de decisión seguida por el equipo de ingeniería de Brightstar al recibir un dibujo de este proyecto con requisitos de "anodización en acero":

Solución detallada de recubrimiento de óxido negro para acero
Cuando un cliente insiste en un color "negro" y el material es acero (como Q235B, 59CrV4), el proceso de acabado superficial que recomendamos es el óxido negro, a veces también llamado "ennegrecimiento".
¿Por qué elegir el óxido negro?
El principio del ennegrecimiento del acero (óxido negro) es el siguiente: la pieza de acero se sumerge en una solución oxidante alcalina caliente (normalmente contiene hidróxido y nitrito de sodio) a aproximadamente 140°C. Bajo la acción del agente oxidante, la superficie del acero genera una película delgada de magnetita densa (Fe₃O₄). La reacción principal es: el hierro reacciona con nitrito de sodio en un ambiente alcalino, formando primero ferrita sódica (Na₂FeO₂) y ferrato de sodio (Na₂Fe₂O₄), que luego se hidrolizan para formar precipitado negro de Fe₃O₄ que se adhiere firmemente a la superficie de la pieza, creando una capa protectora negra compacta. Esto la hace especialmente adecuada para el tratamiento superficial de piezas de acero de precisión.
Aunque tanto la anodización (intentada) como el ennegrecimiento del acero producen finalmente la misma composición química, Fe₃O₄, el "método de formación" y la "estructura de la película" son completamente diferentes, lo que resulta en un rendimiento muy distinto. Bajo condiciones de anodización ácida (pasando corriente a través de la superficie del acero como ánodo), además de formar Fe₃O₄, ocurre simultáneamente una violenta reacción de evolución del oxígeno, con burbujas de gas que impactan constantemente la película en crecimiento, creando agujeros y microgrietas. El pH en la región del ánodo cae bruscamente, y el Fe₃O₄ es inestable en condiciones fuertemente ácidas, disolviéndose parcialmente y destruyendo aún más la integridad de la película. En cambio, el ennegrecimiento químico ocurre en un ambiente alcalino caliente y concentrado, permitiendo que el Fe₃O₄ crezca mediante una "conversión lenta in situ" mediante reacciones de oxidación-reducción, sin impacto de burbujas ni disolución, obteniendo así una película protectora de Fe₃O₄ densa, intacta y fuertemente adherente. En pocas palabras: el Fe₃O₄ formado por ennegrecimiento es una capa protectora densa que "crece" hasta su lugar; el Fe₃O₄ que la anodización intenta formar es una capa suelta de óxido "destruida" por burbujas de oxígeno. Misma composición, estructura diferente, interpretación opuesta.
¿Por qué elegir el tratamiento con óxido negro para piezas de acero?
Por supuesto, además de la anodización, existen muchos otros métodos de tratamiento superficial para acero. Entonces, ¿por qué elegimos el óxido negro? Porque para la mayoría de las piezas de acero endurecido que requieren un aspecto negro y deben mantener tolerancias estrictas (como este proyecto), el óxido negro es más adecuado para la ingeniería que cualquier pintura o recubrimiento.
Comparación de datos: óxido negro vs. otras opciones de tratamiento superficial
Para ayudar a los clientes a entender por qué recomendamos el óxido negro, hemos preparado la siguiente tabla comparativa:
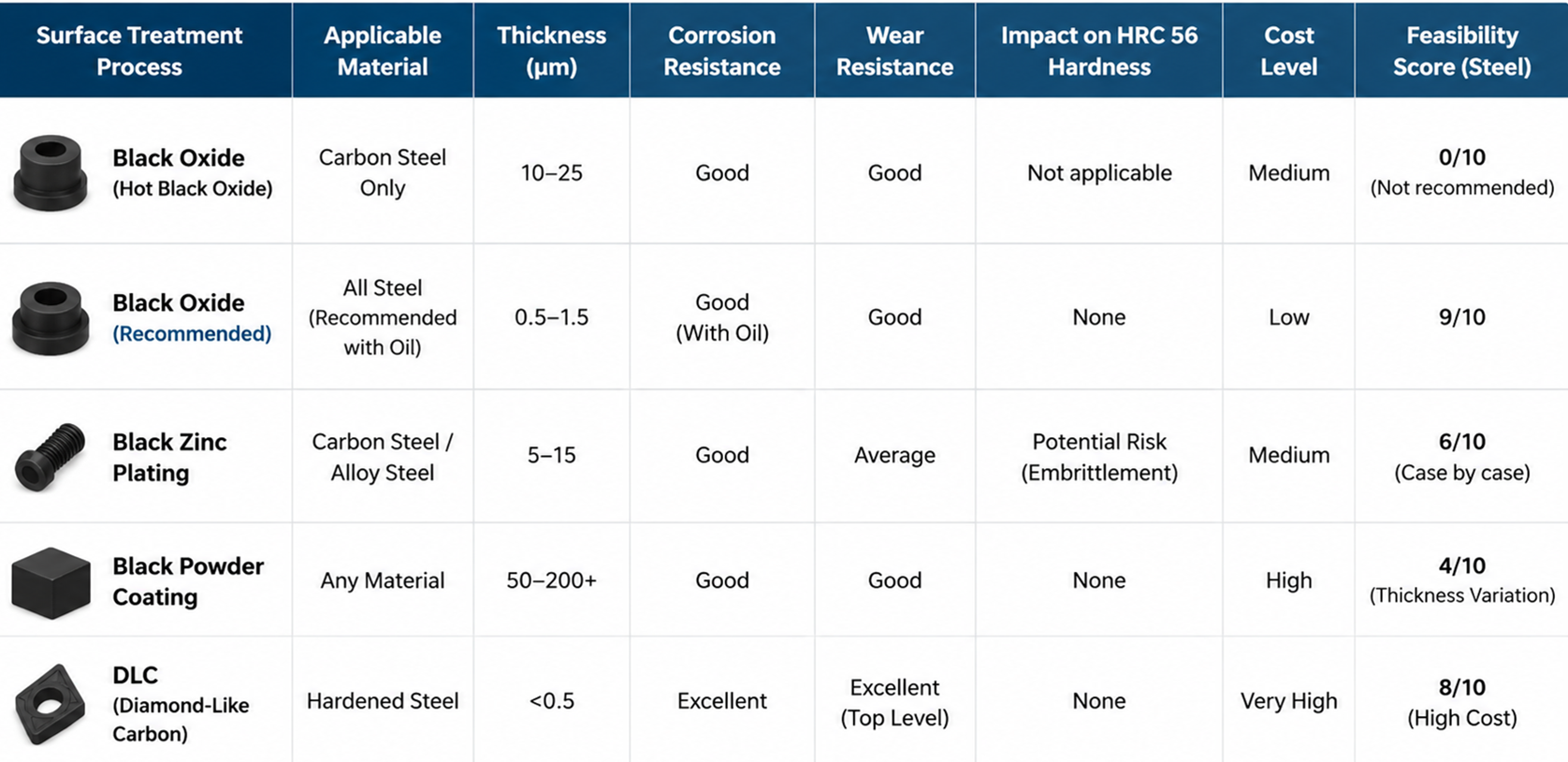
De esta tabla, sabemos que el óxido negro logra el mejor equilibrio entre precisión dimensional, coste y compatibilidad de procesos.
Estudio de caso de Brightstar: Mantenimiento de la tolerancia HRC 56±2 e ISO 2768-f – Incluyendo el acabado superficial con óxido negro
Retos
Las piezas tras carburar y temple son propensas a la ovalidad o deformación (control de deformación).
El material 59CrV4 es sensible a defectos superficiales.
El óxido negro debe aplicarse a las dimensiones finales sin ningún margen de retrabajo.
Nuestro proceso de ejecución
Revisión de ingeniería: Encontraron que la anodización era inviable y recomendaron proactivamente cambiar a óxido negro.
Optimización del tratamiento térmico: Utilizó material de mecanizado ligeramente compensado (control previo a la deformación). Para la pieza Q235B, dejamos la pieza original de 0,2 mm antes de carburar, y luego rectificamos con precisión hasta la tolerancia final tras el temple.
Ajuste de la secuencia de procesos: torneado/fresado → carburación y temple en forma de torneado → de precisión en HRC 56 rectificado de precisión de superficies críticas → óxido negro → limpieza y envasado final.

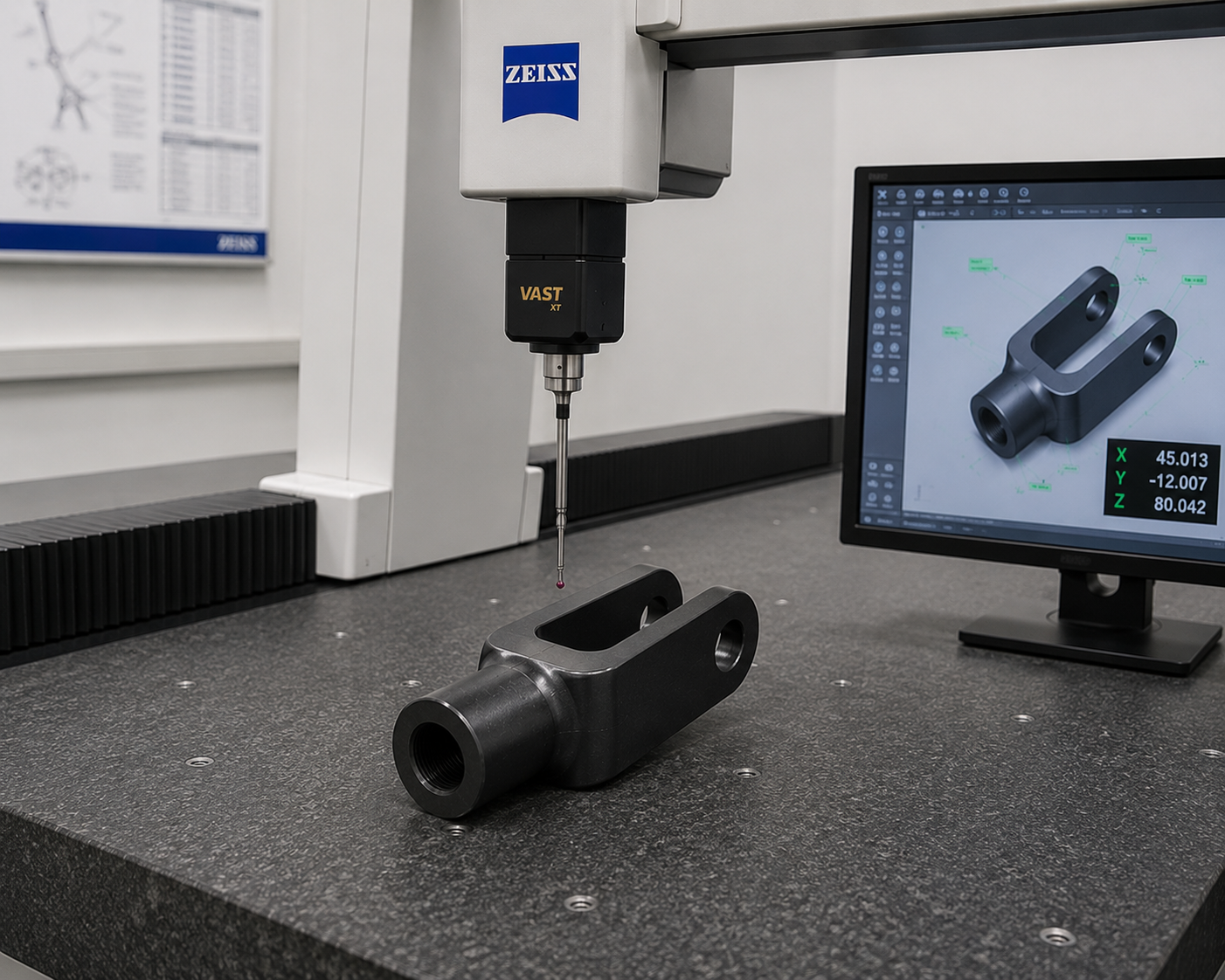
Inspección de calidad: Utilizó un probador de dureza Vickers para verificar la profundidad efectiva de capa endurecida de 0,35 mm (con 0,3+0,1); Las mediciones de CMM confirmaron que todas las dimensiones cumplían con la tolerancia de grado medio ISO 2768-f.
Resultados finales
Dureza: HRC 56±2 (excelente uniformidad)
Apariencia: Uniforme negro intenso, mate, sin moteado
Montaje: La autorización cumplía plenamente con los requisitos de ensamblaje del cliente
Comentarios de los clientes: El acabado superficial cumplió con las expectativas.
Brightstar Prototype CNC Co., Ltd – Tu socio de ingeniería de acabado de superficies
Brightstar Prototype CNC Co., Ltd está certificada según el sistema de gestión de calidad ISO 9001:2025. Nuestro equipo de ingeniería cuenta con más de 10 años de experiencia en mecanizado de precisión y prototipado rápido, especializándose en proyectos complejos que implican desajustes material-proceso, tolerancias ajustadas y tratamientos especiales de superficie.
Las industrias a las que servimos incluyen componentes automotrices, maquinaria industrial, dispositivos médicos, robótica y más. De media, ayudamos a clientes globales a evitar más de 50 posibles problemas causados por errores en las especificaciones de diseño cada año.

Preguntas frecuentes: Preguntas comunes de ingeniería sobre el tratamiento de superficies de acero
P1: ¿El tratamiento con óxido negro cambiará las dimensiones de la pieza?
R: Ni mucho menos. El grosor del recubrimiento de óxido negro es solo de 0,5–1,5 μm, lo que es significativamente más fino que otros procesos de acabado superficial (por ejemplo, chapado de zinc: 5–15 μm, recubrimiento en polvo: 50+ μm). Por ello, es especialmente adecuado para piezas que requieren tolerancias estrictas como la ISO 2768-f, sin necesidad de rectificado secundario tras el tratamiento superficial.
P2: ¿El óxido negro afecta a la dureza original o a los resultados de tratamiento térmico del acero?
R: No. La temperatura del proceso de óxido negro es aproximadamente 140°C, que está muy por debajo de la temperatura de temple del acero (normalmente por encima de 200°C). Por lo tanto, no alterará la dureza HRC 56±2 ni afectará a la profundidad efectiva de la capa endurecida. Esto es diferente de los procesos que requieren altas temperaturas o ambientes ácidos, como ciertos recubrimientos o anodización.
P3: Mi pieza es acero de muelle 59CrV4. ¿El óxido negro causa fragilización por hidrógeno?
R: No. El proceso de óxido negro no genera iones de hidrógeno y no presenta riesgo de fragilización por hidrógeno. Sin embargo, si se utiliza encurtido o galvanoplastia (por ejemplo, chapado de zinc), es obligatorio después de emplatar a 200°C durante más de 4 horas (alivio de hidrógeno). Lo especificamos claramente en nuestra planificación de procesos.
P4: ¿Cuál es el tamaño máximo de pieza de acero que puedes manejar?
R: Nuestro equipo CNC puede mecanizar piezas de acero de hasta 1200 x 800 x 600 mm para una sola pieza. El tratamiento superficial (óxido negro) puede soportar partes de cualquier tamaño dentro de esta envoltura.
No dejes que tu próximo prototipo se quede atascado en el tratamiento superficial
No dejes que un "requisito de proceso imposible" obstaculice el progreso de tu desarrollo de producto. En Brightstar Prototype CNC Co., Ltd, hacemos mucho más que solo cortar metal:
Reseña gratuita de ingeniería: Presenta tu dibujo (material, tolerancia, requisitos de tratamiento superficial) y analizaremos su fabricabilidad en un plazo de 24 horas.
Sugerencias de optimización proactiva: Si encontramos un problema como la "anodización en acero", proporcionaremos documentación técnica formal con soluciones alternativas.
Prototipado rápido: Combinados con nuestros servicios de prototipado rápido, podemos ofrecer soluciones integrales desde tratamiento térmico hasta óxido negro en tan solo 7 días.
Actúa ahora:
Envía tu RFQ o dibujo a ann@brightrapid.com
O visita nuestra página web: https://www.brightrapid.com
Deja que la capacidad profesional de ingeniería de acabado de superficies proteja tus componentes de precisión.
Aviso de derechos de autor: Este artículo es original de Brightstar Prototype CNC Co., Ltd y se basa en un caso real de proyecto. Las comparaciones de datos provienen de pruebas internas y normas públicas de la industria (ASTM B117, ISO 27830). Está prohibida la reproducción no autorizada.
Referencias
1. Según el Manual ASM, Volumen 5: Ingeniería de Superficies, "El hierro y sus aleaciones bajo condiciones de anodización ácida forman productos de oxidación inestables, porosos y generalmente no protectores, que son completamente diferentes de la película densa de óxido de aluminio sobre el aluminio. Por lo tanto, la anodización no se utiliza comercialmente para tratar acero." — ASM International, 1994, p. 482.
2. SME (Sociedad de Ingenieros de Fabricación). "Coste de calidad en la inspección de ingeniería de superficies", 2022. p. 45.